Nel contesto europeo sempre più proiettato verso il riciclaggio e la riduzione di utilizzo delle risorse naturali, l’industria siderurgica di seconda fusione per la produzione di acciaio può candidarsi a diventare uno dei settori simbolo di industria sostenibile. La materia prima delle sider-metallurgie elettriche è infatti rappresentata dai rottami metallici dei più svariati prodotti di acciaio alla fine del loro ciclo di vita, che ritornano a monte della catena produttiva per essere fusi nei forni ad arco elettrico (Electric Arc Furnace, EAF), seguendo un percorso ciclico teoricamente infinito.
Negli ultimi decenni, inoltre, grazie allo sviluppo tecnologico e alla consapevolezza che l’attenzione all’ambiente esalta la competitività sui mercati, le siderurgie elettriche hanno ottimizzato i processi di produzione per ridurre e valorizzare anche le scorie. Infatti, le scorie nere da EAF rappresentano circa il 15% della produzione di acciaio e, per caratteristiche di composizione e proprietà meccaniche, potenzialmente sono ottimi materiali alternativi nelle costruzioni civili e non solo.
Nel progetto Slag New Life il Consorzio INSTM si propone di valutare la qualità e le potenzialità di questi materiali in collaborazione con il Consorzio RAMET, con l’ambizione di promuoverne il definitivo riutilizzo negli specifici ambiti anche sulla base delle esperienze già sperimentate in Europa e nel mondo. L’impatto atteso è certamente molto significativo per la Regione Lombardia, cofinanziatore del progetto, considerato il valore di questo settore industriale sul suo territorio.
La discussione sulle normative ambientali che regolano l’End of Waste (EoW) è ancora aperta e l’armonizzazione dei test e delle modalità con le quali si possa utilizzare in sicurezza la scoria è ormai per il settore una necessità improrogabile.
Produzione dell’acciaio e della scoria
L’acciaio è una lega ferrosa con contenuto di carbonio non superiore al 2% in peso ed è fra i materiali maggiormente diffusi nel mondo. Il suo ruolo insostituibile nel campo delle costruzioni, trasporti, per i macchinari, l’impiantistica, in generale prodotti di consumo, ecc, ha fatto sì che la capacità produttiva e i volumi di produzione siano considerati un indicatore dello stato dell’economia di un Paese.
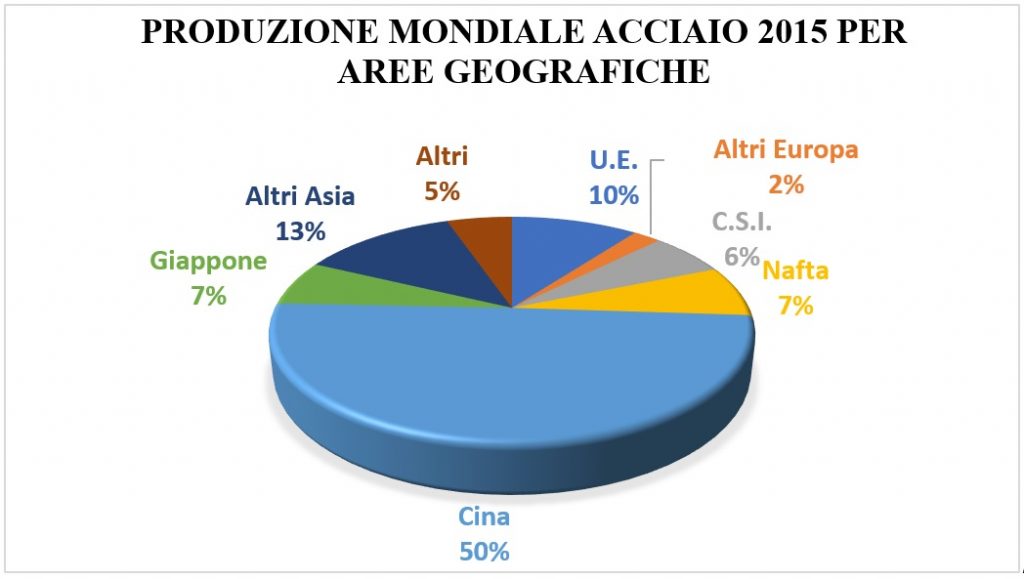
In Figura 1 si nota come in Asia si abbia la maggiore produzione di acciaio (più del 70%), mentre l’Unione Europea contribuisce con circa il 10%, cioè circa 202 milioni di tonnellate.
Figura 1 – Ripartizione della produzione di acciaio nel mondo nel corso dell’anno 2015 [1].
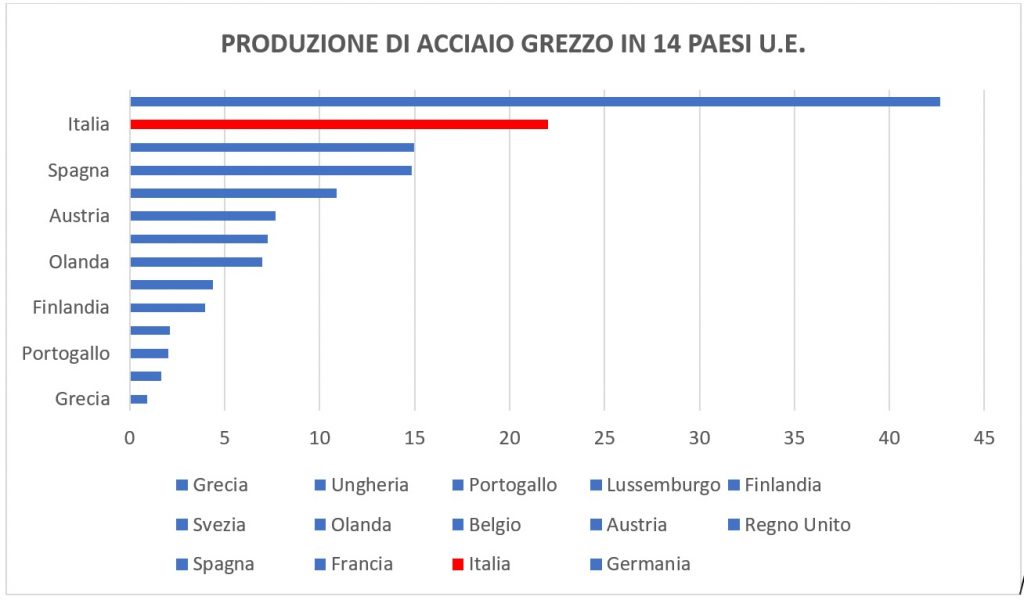
Nell’ambito della UE, la posizione dell’Italia è di notevole rilevanza, essendo seconda solo a quella tedesca, con 22 milioni di ton/anno di acciaio prodotto nell’anno 2015 (Figura 2).
Figura 2 – Quote di produzione di acciaio nei Paesi UE nel corso dell’anno 2015 [1].
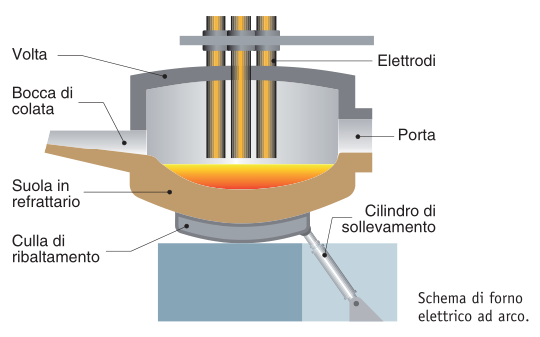
In Figura 3 è riportato uno schema di un forno elettrico ad arco. In funzione del prodotto che si vuole ottenere, il rottame è selezionato considerando qualità, pezzatura e composizione chimica. Oltre al metallo, principalmente rottame selezionato di acciaio, ghisa ed eventuali elementi di lega, vengono introdotti nel forno anche scorificanti, come per esempio calce, carbon coke e carbon fossile.
Figura 3 – Schema di un forno elettrico ad arco [7]Quando la carica è allo stato liquido viene iniettato ossigeno nel bagno per decarburare ed eliminare fosforo e azoto, elementi nocivi in quanto possono rendere l’acciaio fragile. Durante questa fase si genera una grande quantità di ossidi e composti non metallici, che, essendo meno densi, migrano in superficie e formano la scoria. L’introduzione di calce favorisce la formazione di scoria basica e riduce il consumo del refrattario di cui è rivestito il forno.
Al termine del processo, la scoria può essere versata su piani inclinati o raffreddata utilizzando acqua. Può tuttavia rimanere all’interno di essa ancora una certa quantità di calce libera potenzialmente soggetta a idratazione o carbonatazione. È importante sottolineare anche che durante la scorifica possono essere aggiunti additivi per bloccare possibili elementi tossici e rendere inerte il sottoprodotto.
Per evitare espansioni disomogenee del materiale e la sua eventuale disgregazione, la scoria è sottoposta a stagionatura. Ultimato il processo di stagionatura il materiale può ancora possedere al suo interno una parte ferroso-metallica rappresentata da inclusioni di acciaio che vengono usualmente estratte tramite un separatore magnetico dopo una eventuale frantumazione.
Caratteristiche della scoria
La scoria da forno ad arco elettrico è di colore grigio scuro, porosa e ha spigoli vivi (Figura 4). Le proprietà fisiche e meccaniche sono simili a quelle della roccia vulcanica e per questo motivo è possibile utilizzarla in molte applicazioni.
Figura 4 – Scoria da forno elettrico ad arco [9].
Proprietà
Scoria EAF
Basalto
Arenarie
Densità delle particelle (g/cm3)
3.6
3.0
2.7
Resistenza alla compressione (N/mm2)
200
300
200
Valore di impatto (%)
17
17
20
Resistenza alla lucidatura (PSV)
57
50
56
Assorbimento dell’acqua (%)
1
< 0.5
< 0.5
Resistenza al gelo/disgelo
< 0.5
< 0.5
< 0.5
Tabella 1 – Confronto tra scorie EAF e aggregati naturali [9].
La scoria da EAF è principalmente composta da ossidi di calcio, ferro, alluminio, magnesio e silicio. L’alta densità e la resistenza alla compressione, alla levigazione e al ciclo gelo/disgelo rendono questo materiale una buona alternativa agli aggregati naturali. Uno degli elementi più abbonanti è il ferro e ciò determina il valore elevato del peso specifico (32.5 a 39.8 kN/m3). Ca o Si sono presenti nelle materie prime aggiunte al bagno come additivi (calce, calcare o silice), mentre altri elementi possono essere presenti rottame ferroso utilizzato (per esempio Cr, Ti, Cu ).
Aspetti normativi
La valorizzazione di materiali secondari provenienti da lavorazioni industriali è oggi, di fatto, regolamentata da una serie di direttive emanate dalla comunità europea e recepite a livello nazionale in diversi decreti legislativi e ministeriali [10].
In particolare, l’uso delle scorie come materia prima permetterebbe un vantaggio economico per le aziende e per l’ambiente, eliminando il problema dello smaltimento e delle discariche e favorendo il risparmio di risorse naturali. Però, per il riutilizzo delle scorie è necessario garantire la loro inerzia chimica. Gli studi condotti negli ultimi quindici anni hanno dimostrato l’idoneità tecnica all’impiego delle scorie come alternativa ai comuni materiali lapidei. Un problema è dato dal possibile rilascio di metalli pesanti (per esempio Ba, Cr, V, Mo) nell’ambiente per dilavamento.
Nel D.M. 05/02/98 sono dettate le linee guida per la valutazione di possibile recupero di rifiuti industriali non pericolosi. In particolare, il decreto introduce l’obbligo di esecuzione del test di cessione e fissa le massime quantità di rifiuto speciale non pericoloso che possono essere recuperate per le diverse destinazioni d’uso. Le scorie siderurgiche vengono esplicitamente classificate dal decreto come “rifiuti contenenti metalli derivati dalla fonderia, fusione e raffinazione di metalli”.
Con l’emanazione della Direttiva 2008/98/CE del 19/11/2008 ‘Direttiva quadro sui rifiuti’ e il suo recepimento nel D.Lgs. 152/06 e s.m.i., la scoria EAF può configurarsi come: prodotto, sottoprodotto o rifiuto.
Il recepimento della Direttiva 2008/98/CE ha portato a una definizione di sottoprodotto completata nel D.Lgs. 152/06 all’art. 184-bis. Sono state così specificate le condizioni che un residuo di produzione industriale deve possedere affinché a esso si possa applicare lo status di “sottoprodotto”, escludendolo in tal modo dall’ambito dei rifiuti, sin dalla sua generazione e garantendone un utilizzo nel rispetto della normativa. Secondo l’art. 184-bis i sottoprodotti devono rispettare le seguenti condizioni:
* la sostanza o l’oggetto deve essere originato da un processo di produzione, di cui costituisce parte integrante, e il cui scopo primario non è la produzione di tale sostanza od oggetto;
*deve essere certo che la sostanza o l’oggetto sarà utilizzato, nel corso dello stesso o di un successivo processo di produzione o di utilizzazione, da parte del produttore o di terzi;
*la sostanza o l’oggetto deve poter essere utilizzato direttamente senza alcun ulteriore trattamento diverso dalla normale pratica industriale;
*l’ulteriore utilizzo deve essere legale, ossia la sostanza o l’oggetto soddisfa, per l’utilizzo specifico, tutti i requisiti pertinenti riguardanti i prodotti e la protezione della salute e dell’ambiente e non deve portare a impatti complessivi negativi sull’ambiente o la salute umana.
La nuova nozione di “sottoprodotto” e di “end of waste” evidenzia l’orientamento della disciplina comunitaria a favorire il concetto di sostenibilità attraverso la realizzazione della “società del recupero e del riciclo”. Il fatto che il forno elettrico ad arco realizzi la fusione del rottame ferroso, sfruttando le caratteristiche di completa riciclabilità dell’acciaio, unita alla valorizzazione delle scorie da esso prodotte, sono alla base del concetto di economia circolare cioè di un’economia in cui i rifiuti di un processo di consumo e di produzione circolano come nuovo ingresso nello stesso o in un differente processo.
Processo di lisciviazione
“Lisciviazione è il processo attraverso il quale i contaminanti inorganici, organici o radionuclidi vengono liberati dalla fase solida nella fase acquosa sotto l’influenza dei processi di dissoluzione del minerale, del desorbimento, della complessazione che sono influenzati dal pH, dalla redox, dalla sostanza organica disciolta e dall’attività (micro) biologica” [13].
La prova di conformità per la lisciviazione è regolamentata dallo standard UNI EN 12457 che si riferisce a rifiuti granulari e fanghi. Lo standard può essere applicato per valutare diverse tipologie di materiali e per questo esistono diverse modalità di esecuzione del test:
→ EN 12457-1: L/S = 2 l/kg – granulometria < 4 mm
→ EN 12457-2 : L/S = 10 l/kg – granulometria < 4 mm
→ EN 12457-3 : L/S = 2 e 8 l/kg – granulometria < 4 mm
→ EN 12457-4 : L/S = 10 l/kg – granulometria < 10 mm
Le prove devono essere effettuate su un campione di almeno 2 kg di materiale con granulometria di almeno il 95% in massa minore a quella prescritta con o senza macinazione.
L’attuale standard presenta ambiguità descrittiva nella preparazione del campione, che risulta un fattore drammaticamente critico. Si è già infatti dimostrato che la presenza di importanti quantitativi di polveri fini nel campione, prodotte dalla macinazione influenzano e rendono non riproducibile il test effettuato in differenti laboratori.
Per altro le modalità di applicazione dello standard sia l’analisi dei lisciviati, i limiti imposti dai decreti legislativi nazionali sono differenti fra gli Stati dell’Unione Europea, nonostante il Comitato Europeo di Normalizzazione (CEN) abbia cercato di armonizzare le normative [14]; e tale lacuna contribuisce a creare confusione circa la sicurezza ambientale delle scorie. L’Italia ha adottato EN 12457-2, caratterizzato da un maggiore volume di soluzione e granulometria più fine e quindi la modalità più severa tra le quattro proposte.
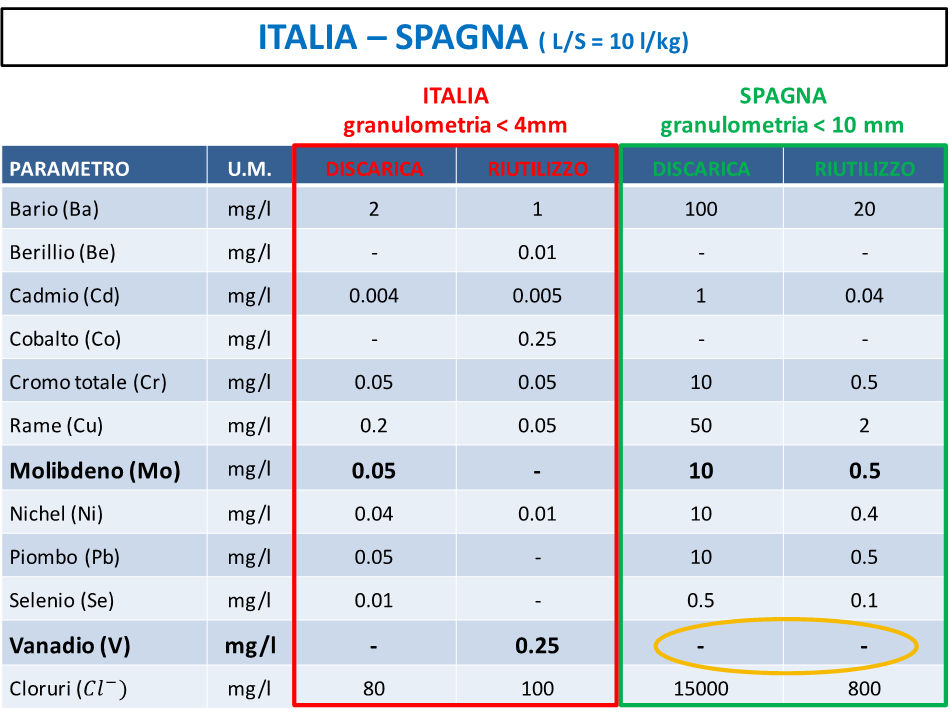
Se si confrontano i limiti imposti dall’Italia e dalla Spagna (Tabella 2) si notano enormi differenze ed è evidente che la maggiore facilità di smaltimento o riutilizzo si ripercuote inevitabilmente sulla competitività nel mercato e sul costo dell’acciaio, che penalizza fortemente il nostro Paese.
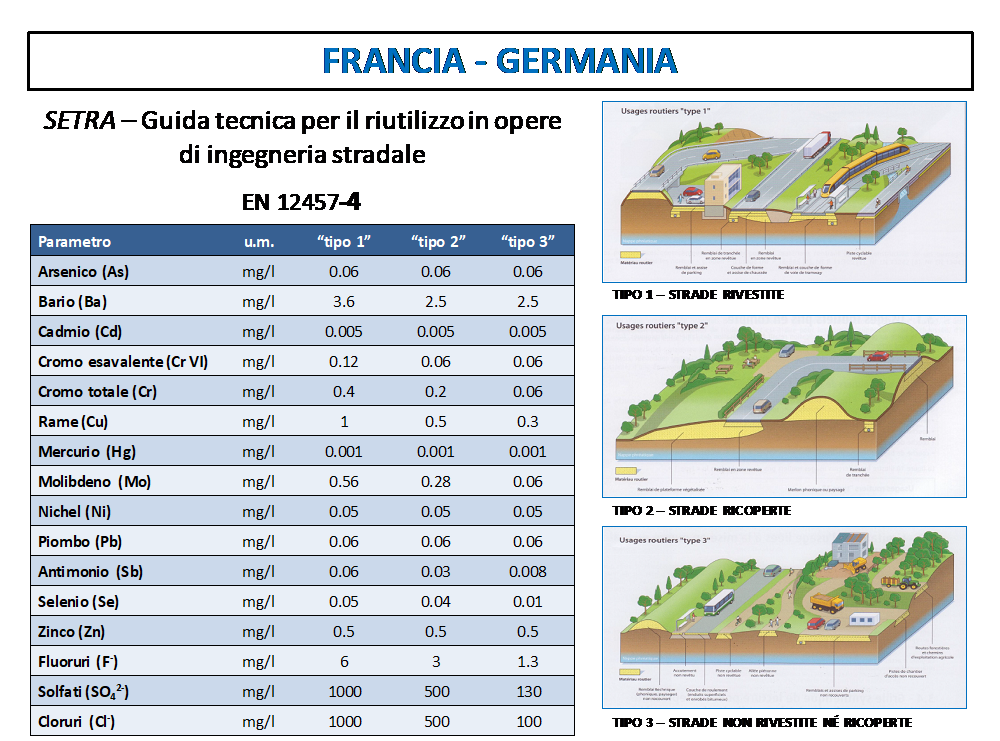
Tabella 2 – Italia e Spagna: normative a confrontoIn Francia e Germania la legislazione richiede come procedura per valutare il rilascio della scoria nell’ambiente il test EN 12457-4 , il meno severo, e per l’impiego in opere di ingegneria stradale impone limiti per il riutilizzo differenti a seconda dello scenario previsto.
In particolare, sono stati identificati 3 scenari tipici con differenti limiti per il rilascio, come visibile in Figura 5.
Figura 5 – I 3 scenari tipici con differenti limiti per il rilascio, in Francia e Germania [xx].
Valorizzazione delle scorie nere
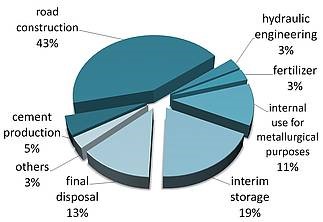
Come pubblicato da Euroslag, l’associazione che raccoglie la maggior parte dei produttori di scoria in Europa, la valorizzazione più comune è quella per la costruzione di strade. La forma a spigoli vivi e la superficie rugosa della scoria, utilizzata come aggregato nei calcestruzzi bituminosi, permette di realizzare manti stradali performanti e molto resistenti con dei coefficienti di attrito elevati, aumentando la sicurezza degli utenti della strada. La struttura porosa assorbe il rumore dovuto al rotolamento tra pneumatico e asfalto permettendo di realizzare calcestruzzi bituminosi antirumore [30]. La porosità delle scorie come aggregato, permette anche l’eliminazione più rapida dell’acqua in caso di precipitazioni e diminuisce il rischio d’aquaplaning.
I valori ricavati dalle prove di resistenza meccanica alla levigatura accelerata o CLA e alla frantumazione o LA (Los Angeles) mostrano come la scoria EAF abbia addirittura una maggior resistenza rispetto agli inerti convenzionalmente utilizzati nelle costruzioni stradali (Tabella 3).
Materiale
CLA
LA
Basalto
0.42-0.45
14-17
Andesite
0.46-0.50
18-20
Diabase
0.45-0.49
15-18
Porfido
0.45-0.48
16-20
Scorie da EAF
>0.60
13-14
Tabella 3 – Valori tipici di CLA e LA per alcuni materiali [31].
Oltre al riutilizzo delle scorie nei manti stradali, altre applicazioni sono state già proposte ed alcune hanno dato risultati incoraggianti (Figura 6). Di seguito verranno brevemente descritte alcune di esse.
Figura 6 –Possibili applicazioni della scoria come sottoprodotto dell’acciaio.
Aggregato nel calcestruzzo ordinario
L’utilizzo di scorie EAF come sostituto degli aggregati naturali grossolani ha fornito risultati soddisfacenti in termini di resistenza alla forza di compressione e di trazione e all’aumento del modulo elastico [23]. Le scorie sono state testate in sostituzione totale degli aggregati naturali grossolani e in sostituzione totale e parziale degli aggregati grossolani e fini, mostrando un comportamento molto positivo, come possibile osservare in tabella 4 e 5.
Tabella 4 – Proprietà meccaniche del calcestruzzo con sostituzione totale degli aggregati grossolani [23].
Conv.
Mix 1
Mix 2
Mix 3
Mix 4
Mix 5
7 giorni
Peso specifico (kg/m3)
2380
2530
2710
2830
2900
3120
fcm,cube (MPa)
37.80
35.30
33.10
37.50
36.00
33.90
28 giorni
Peso specifico (kg/m3)
2490
2610
2780
2790
2940
3130
fcm,cube (MPa)
44.63
45.42
44.00
45.23
45.10
41.40
fctm (MPa)
3.54
3.73
3.62
3.56
4.01
3.76
Ecm (GPa)
37.51
37.36
38.68
40.39
40.04
38.47
Tabella 5 – Proprietà meccaniche del calcestruzzo con sostituzione totale e parziale degli aggregati grossolani e fini [23].
Aggregato per conglomerati bituminosi
Grazie alle sue caratteristiche fisico-meccaniche la scoria EAF, può essere utilizzata come aggregato per conglomerati bituminosi. La sperimentazione ha già prodotto ottimi risultati in termini di caratteristiche fisico-meccaniche dei materiali prodotti, osservabili in tabella 6.
Tipo di prova
u.m.
Aggregati naturali
Aggregati con scoria EAF
Massa volumica
mg/m3
2.5 – 2.8
3.6 – 3.8
Assorbimento d’acqua
%
0.3 – 3
0.9 – 1.1
Resistenza alla frammentazione
LA
15 – 35
13 – 16
Resistenza all’usura
Mde
10 – 25
5 – 6
Resistenza alla levigazione
PSV
35 – 60
53 – 54
Resistenza gelo/disgelo
%
< 1 – 2
0.9 – 1.1
Tabella 6 – Confronto delle caratteristiche fisico-meccaniche dell’aggregato naturale e dell’aggregato con scoria EAF [30].
Aggregato per calcestruzzi autocompattanti (SCC)
In uno studio finalizzato a valutare l’influenza della scoria EAF sulle proprietà dei calcestruzzi SCC freschi e induriti, è stata utilizzata una miscela di calcestruzzo composta da cemento Portland CEM I 52.5, scorie di EAF, aggregati calcarei fini (0-4mm) e medio/grossi (4-8 mm e 6-12 mm), filler calcareo e come superplastificante [26]. Le scorie EAF sono state combinate sia con fly ash, , sia con aggregati riciclati provenienti dalla produzione di prefabbricati.
Benché i componenti di base siano gli stessi del calcestruzzo convenzionale, per ottenere le stesse proprietà dell’autocompattante sono necessari una percentuale maggiore di aggregati ultrafini e l’aggiunta di un additivo superplastificante. Aggiungendo la scoria EAF, la resistenza a compressione dopo 24 ore diminuisce leggermente mentre la resistenza a compressione dopo 28 giorni aumenta, com’è possibile osservare in tabella 6.
SCC1
SCC2
SCC3
SCC4
SCC5
Resistenza alla compressione 24h (MPa)
41
39
40
37.5
35
Resistenza alla compressione 28g (MPa)
65
69
70
68
64
Densità di massa (kg/m3)
2550
2548
2640
2610
2520
Tabella 7 – Proprietà del calcestruzzo autocompattante che ha al suo interno diverse percentuali di scoria utilizzata come additivo superplastificante.
Aggregato in piastrelle di ceramica
Considerata la somiglianza della composizione chimica tra scoria EAF e risorse naturali come l’argilla, la silice e il feldspato, necessari per la produzione di piastrelle in ceramica, in Malesia sono stati condotti studi [27] per utilizzare scorie EAF in questi prodotti.
L’indice di ossigeno (LOI), utilizzato per caratterizzare il comportamento al fuoco, è stato determinato accendendo la polvere di scorie in forno a 1000°C per due ore. Da questa prova risulta un basso indice L.O.I dovuto al fatto che la scoria si è formata dalla fusione dell’acciaio ad alte temperature, comprese tra i 1500 e 1600°C in cui gran parte della sua umidità e delle impurità evaporano. Un basso indice L.O.I. produrrebbe piastrelle di ceramica con minima porosità chiusa a causa della meno intensa decomposizione delle impurità durante la cottura delle piastrelle.
Per valutare la capacità delle scorie di rilasciare elementi tossici in esse contenuti è stata effettuata una prova di lisciviazione, in conformità alla norma EN 12457-1 utilizzando, come mezzo lisciviante, acqua di rubinetto e acqua piovana. Come riportato in Tabella 8, le concentrazioni dei metalli pesanti rilasciati dalla scoria, risultano inferiori ai limiti imposti dal Dipartimento dell’Ambiente della Malesia.
Metalli pesanti
u.m.
Lisciviato medio
Regolamento DOE Malesia
Acqua piovana
Acqua del rubinetto
Cd
ppm
0
0
0.02
Cr
ppm
0.005
0.004
0.05
Cu
ppm
0.001
0
1.00
Mn
ppm
0
0
1.00
Pb
pmm
0
0
0.50
Zn
ppm
0.013
0.013
1.00
Tabella 8 – Comportamento alla lisciviazione della scoria EAF [27]
Produzione del Cemento Portland
La scoria può essere utilizzata nella produzione del cemento Portland, perché contiene silicati di calcio, alluminati di calcio e allumino-ferriti di calcio, che sono i principali elementi utilizzati nella sua produzione come si può notare in Tabella 9.
Componenti
Clinker (%)
Scoria EAF (%)
CaO
67
35-60
SiO2
22
10-20
Al2O3
5
1-7
Fe2O3
3
0-35
Tabella 9 – Confronto tra elementi presenti in scoria e quelli usati nella produzione del cemento Portland [9].
I valori di resistenza alla compressione delle miscele contenenti non più del 10% in peso di scorie EAF, si sono dimostrati simili a quelli ottenuti dal cemento Portland convenzionale, ovvero miscelato col clinker [32].
Infine, di seguito verranno descritte altre applicazioni innovative della scoria in settori molto promettenti, come riassunto in Figura 7.
Figura 7 – Altre possibili applicazioni della scoria come sottoprodotto dell’acciaio[xx].
Costruzioni idrauliche
L’elevata densità, la superficie rugosa e angolare delle scorie permette un buon ingranamento dell’aggregato e apporta una stabilità duratura delle costruzioni idrauliche. Sono attualmente utilizzate come rinforzi degli argini, per la costruzione di dighe o sbarramenti o come riempimenti a seguito dell’erosione nei letti del fiume.
Massicciate ferroviarie
Lo strato di pietrisco può essere sostituito con la scoria che, grazie alla sua forma angolare, ha un’ottima azione legante. Inoltre, la sua durata permette costi di manutenzione inferiori [25].
Figura 8 – Esempio di massicciate ferroviarie realizzate con scoria da EAF [21].
Gabbioni
Figura 9 – Esempio di gabbioni riempiti con scoria da EAF [21].
I gabbioni sono comunemente utilizzati come strutture anti-erosione e di mantenimento della terra in opere di ingegneria civile, nell’edilizia stradale, nella costruzione di fondazioni, per la stabilizzazione del suolo e in applicazioni paesaggistiche.
Uno studio sperimentale condotto in Spagna [24] conclude che la scoria EAF può essere usata come materiale di riempimento in gabbioni al posto della roccia naturale (Figura 9); in particolare il materiale è durevole in quanto dimostra resistenza all’idratazione e al test di gelo/disgelo.
Regolarizzazione del pH di un terreno agricolo e bonifica di terreni acidi
Figura 10 – Esempio di regolarizzazione del pH di un terreno agricolo
I suoli possono essere neutri, acidi o basici a seconda del valore di pH. La tipologia del suolo, le errate pratiche agronomiche, un eccessivo uso di fertilizzanti chimici, la carenza di sostanza organica e il dilavamento sono fattori che possono portare a condizioni di acidità. Il correttivo per l’acidità di un terreno è la calce. La pratica della calcitazione, cioè la distribuzione di ossido di calcio e ossido di magnesio sui terreni coltivabili al fine di migliorarne la natura acida, porta vantaggi agronomici e di conseguenza economici: migliora la struttura del terreno che diviene più facilmente lavorabile e maggiormente adatto ad ospitare le colture, vengono ottimizzate le riserve del suolo, aumenta l’efficienza dei fertilizzanti, viene favorita la vita microbica e l’attività biologica, la sostanza organica viene trasformata più velocemente, migliora la qualità chimica del terreno.
Negli Stati Uniti a tale scopo si utilizzano le scorie di acciaieria che contengono concentrazioni significative di Ca e Mg sotto forma di silicati, ferriti, alluminati e ossidi come CaO e MgO. Quando l’ossido di calcio (CaO), presente nella scoria, reagisce con l’umidità del suolo si forma l’idrossido di calcio Ca(OH)2 che provocherà un aumento immediato del pH del suolo [25].
Lungo la costa orientale degli Stati Uniti, le scorie da EAF sono state aggiunte nei terreni di copertura delle discariche che non riuscivano a mantenere la copertura vegetale a causa dei valori di pH acidi dovuti all’ossidazione di solfuri presenti in questi terreni costieri (produzione di acido solforico) [25].
Conclusioni
La valorizzazione delle scorie è regolamentata da direttive della Comunità Europea, ma nel momento in cui vengono recepite a livello nazionale, ogni Paese adotta diversi criteri per consentire il loro riutilizzo. Una scoria che trova impiego in un Paese, di fatto non è utilizzabile in un altro che adotta test di rilascio o limiti più severi. Quindi, al fine di realizzare un modello di sviluppo ecosostenibile di economia circolare europeo, fondato sulla riduzione del consumo di risorse naturali e sulla minimizzazione della produzione di rifiuti è auspicabile l’introduzione di normative comuni e guide di riferimento per quanto riguarda i test che determinano la cessione nell’ambiente di elementi nocivi e che, nel rispetto dell’ambiente, valutino in modo specifico gli scenari applicativi, tenendo conto dei notevoli vantaggi determinati da un utilizzo consapevole delle scorie.